5.3. организация инструментального хозяйства
5.3. организация инструментального хозяйства
В этом параграфе приведены задачи по расчету расхода и потребности инструмента, по установлению норм запаса инструмента в местах его хранения.
Методические указания
Расчет расхода режущего инструмента осуществляется по формуле
где Кр — количество режущего инструмента определенного типоразмера, шт.; N— число деталей, обрабатываемых данным инструментом по годовой программе, шт.; tM — машинное время
на одну деталеоперацию, мин; лн — число инструментов, одновременно работающих на станке, шт.; Гизн — машинное время работы инструмента до полного износа, ч; R — коэффициент преждевременного износа инструмента (принимается R = 0,05).
Машинное время работы инструмента до полного износа определяется по формуле
Тт»= т + 1 'ст, (5-25)
L I
где L — допустимая величина стачивания рабочей части инструмента при заточках, мм; / — средняя величина снимаемого слоя при каждой заточке, мм; t„ — стойкость инструмента, т.е. машинное время его работы между двумя переточками, ч.
Расход инструмента может быть установлен на основе нормы расхода на какую-либо расчетную единицу (например, на 1000 деталей):
KP=-^L (5.26) "р
где Нр — норма расхода инструмента на расчетную единицу; Яр — количество деталей, принятое за расчетную единицу, шт.
В единичном и мелкосерийном производствах расход инструмента может быть определен по формуле
где Км вр — коэффициент машинного времени; Куц — коэффициент участия данного инструмента в обработке деталей.
Расчет потребности в мерительном инструменте производится по формуле
Км = N'a» (5.28)
"пр.нС1 R)
где Ов — количество измерений на одну деталь; к — выбороч-ность контроля (в десятичных долях); «пр и — количество измерений, выдерживаемых данным инструментом до полного износа.
Для калибров и скоб норма износа определяется по формуле
«np.H = vasB-Op, (5.29)
где v — коэффициент допустимого средневероятного износа ме-рителя (около 0,7); ag —величина допустимого износа мерителя по ГОСТ, мкм; В — норма стойкости мерителя (число измерен з ний на 1 мкм износа мерителя); ар — допустимое число ремон-1 тов мерителя до полного износа (Ор = 2). |
Расчет потребности матриц штампа производится по формуле
Кш = (5.30):
«ш
где «щ — норма износа матрицы штампа, рассчитываемая п6; формуле
ґ^ + іи-К„, (5.31)1
где L — величина допустимого стачивания матрицы, мм; / —: средний слой металла, снимаемого при переточке, мм; U — ко-: личество ударов между двумя переточками; — коэффициент* учитывающий снижение стойкости штампа после переточки
Размер цехового оборотного фонда инструмента определяет-^ ся по формуле
2u = Zp.M+2p.3 + Zx, (5.32
где 2р м — количество инструмента, находящегося на рабоч местах, шт.; Zp 3 — количество режущего инструмента, находа щегося в заточке и восстановлении, шт.; — количество режу? щего инструмента, находящегося в инструментально-раздаточН ных кладовых, шт. )
Количество инструмента на рабочих местах при его периоди-' ческой подаче определяется по формуле
Т ZP.M =f-Cnp ■ пи + Спр(1 + К,), (5.33>
с
где Ти — периодичность подачи инструмента к рабочим местам, ч; Тс — периодичность смены инструмента на станке, 4J лн— количество инструментов, одновременно применяемых на одном рабочем месте; К3 — коэффициент резервного запаса инструмента на каждом рабочем месте (величина К, на одно-резцовых станках равна 1, а на многорезцовых — 2-4).
Периодичность смены инструмента определяется по формуле
Te^-f--t„t (5-34)
где tm — штучное время на операцию, мин; ґм — машинное время на операцию, мин.
Количество инструмента, находящегося в заточке, определяется по формуле
^.э-^-Сдр-Лн, (5.35)
где Тэ — время от поступления инструмента с рабочего места в инструментально-раздаточную кладовую до возвращения его из заточки, ч (для простого инструмента Тэ = 8 ч, а для сложного — 16 ч).
Количество режущего инструмента, находящегося в запасе в инструментально-раздаточной кладовой, определяется по формуле
2к=0Р 'нО + Кз), (5.36)
где Qp — среднесуточный расход инструмента за период между очередными его поступлениями из центрального инструментального склада, шт. (Qp = Кр: 360); tH — периодичность поставки инструмента из центрального инструментального склада в инструментально-раздаточную кладовую цеха (как правило, поставки производятся 2 раза в месяц, т.е. ґн = 15 дн.); Кз — коэффициент резервного (страхового) запаса инструмента в инструментально-раздаточной кладовой (принимается К, = 0,1).
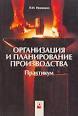
Норма запаса инструмента на центральном инструментальном складе устанавливается в соответствии с системой «минимум-максимум» (рис. 5.1).
Рис. 5.1. График изменения запаса инструмента в ЦИС по системе «минимум-максимум»
По системе «минимум-максимум» создается три нормы запаса:
минимальная норма запаса (2^„) создается на случай задержки исполнения заказа на изготовление инструмента или перерасхода его цехами (по практическим данным в зависимости от величины расхода инструмента):
Zmin = Zap', (5.37)
норма запаса, соответствующая точке заказа, при которой выдается заказ на изготовление или приобретение очередной партии инструмента:
2r.3 = Zmin + r0-0Р, (5.38)
где Т0 — период времени между моментом выдачи заказа и поступлением инструмента на центральный инструментальный склад, дни; Qp — среднедневной расход инструмента за период исполнения заказа;
максимальная норма запаса (Zmax) достигается в момент поступления заказа инструмента, определяется по формуле
= V 0р, (5-39>
где Тп — время между двумя поступлениями партий инструмента (длительность цикла), дни.
Типовая задача с решением
Задача 5.12.
Годовая программа обрабатываемых ступенчатых шлицевых валиков — N= 500 ООО шт. Режим работы цеха — двухсменный. Эффективный фонд работы оборудования в одну смену — Гэ = 1975 ч. Материал заготовки — сталь 20Х. Технологический процесс механической обработки валиков представлен в табл. 5.5.
Определить необходимое количество режущего и мерительного инструмента на годовую программу. Произвести расчет цехового фонда режущего инструмента.
Решение
Расчет машинного времени работы инструмента до полного его износа производится по формуле (5.25). Подставляем в эту формулу соответствующие данные из табл. 5.6, колонки 2-5, по первому резцу и получаем:
Аналогично выполняются расчеты и по другим видам режущего инструмента, результаты сводятся в табл. 5.6, колонка 6.
Расчет потребного количества режущего инструмента производится по формуле (5.24). Подставляем в эту формулу соответствующие значения из табл. 5.7, колонки 1—4, по проходным резцам черновой обработки и получаем:
„ 500000 1,85-3
К„і = = 2562 шт.
р1 19(1-0,05)60
Аналогично выполняются расчеты и по другим видам режущего инструмента, результаты сводятся в табл. 5.7, колонка 5.
Расчет нормы износа для скоб и проходных калибров производится по формуле (5.29). Подставляем в эту формулу соответствующие значения из табл. 5.8, колонки 1—3, по скобе 87"0,5 и получаем:
«„р. и = 0,7 • 10 • 2630 • 2 = 36 820.
Аналогично выполняются расчеты и по другим видам и типоразмерам мерительного инструмента, результаты сводятся в табл. 5.8, колонка 4.
5.12.4. Расчет потребности в мерительном инструменте производится по формуле (5.28). Подставляем в эту формулу соответствующие данные из табл. 5.9, колонки 1—4, по скобе 87-0'5 и получаем:
500000-5 03
= 22 шт.
36 8200 0,05)
 Аналогично выполняем расчеты и по другим видам и типоразмерам мерительного инструмента, результаты сводятся в табл. 5.9, колонка 5.
Аналогично выполняем расчеты и по другим видам и типоразмерам мерительного инструмента, результаты сводятся в табл. 5.9, колонка 5.
5.12.5. Расчет количества рабочих мест на каждой /-й операции производится по формуле (4.6). Подставляем в эту формулу соответствующие данные из табл. 5.10, колонки 1—4, по первой операции (обточить начерно, передний суппорт) и получаем:
Спр-/;-к
500000-3,64
60 1975-2-60
= 8ед.
Аналогично выполняются расчеты и по другим операциям, результаты сводятся в табл. 5.10, колонка 5.
 5.12.6. Расчет периодичности съема инструмента со станка производится по формуле (5.34). Подставляем в эту формулу соответствующие данные по резцам проходным черновым на первой операции из табл. 5.11, колонки 1—5, и получаем:
5.12.6. Расчет периодичности съема инструмента со станка производится по формуле (5.34). Подставляем в эту формулу соответствующие данные по резцам проходным черновым на первой операции из табл. 5.11, колонки 1—5, и получаем:
T"-JWi4-4-7'54 Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.11, колонка 6.
Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.11, колонка 6.
| 1 | 2 | 3 | 4 | 5 | 6 |
| 4. Резцы подрезные чистовые | 4 | 2,53 | 1,35 | 2,4 | 5,0 |
| 5. Круги шлифовальные | 4 | 2,64 | 1,82 | 1,0 | 2,0 |
| 6. Фрезы червячные шлицевые | 8 | 12,42 | 7,38 | 4,0 | 7,0 |
5.12.7. Расчет количества инструмента, находящегося на рабочих местах, производится по формуле (5.33). Подставляем в эту; формулу соответствующие данные из табл. 5.12, колонки 1—7, по?, резцам проходным черновым на первой операции и получаем: !(
Zp.mi = ~3-8 + 8(1 + 2) = 62шт. ;
у
 Аналогично выполняются расчеты и по другим видам инструч; ментов, результаты сводятся в табл. 5.12, колонка 8.
Аналогично выполняются расчеты и по другим видам инструч; ментов, результаты сводятся в табл. 5.12, колонка 8.
5.12.8. Расчет количества инструмента, находящегося в ремон! те, заточке, проверке, определяется по формуле (5.35). Подставля-! ем в эту формулу данные из табл. 5.13, колонки 1—5, для всех видов | инструмента, цикл заточки которых равен 8 ч, а для фрезы — 16ч: ;j
^р.зі=|^Спр/»н=|-8.3 = 24шт. 116
 Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.13, колонка 6.
Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.13, колонка 6.
5.12.9. Расчет количества инструмента, находящегося в инструментально-раздаточной кладовой, производится по формуле (5.36). Подставляем в эту формулу соответствующие данные из табл 5.14, колонки 1—4, по резцам проходным черновым и получаем:
ZKl =^15(1+ 04) = 118 шт.
 Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.14, колонка 5.
Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.14, колонка 5.
5.12.10. Расчет цехового оборотного фонда режущего инструмента производится по формуле (5.32). Подставляем в эту формулу соответствующие данные по резцам проходным черновым и получаем:
2ц, = 2^ + 2^+ 2^ = 62 + 24 + 118 = 204 шт.
 Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.15, колонка 5.
Аналогично выполняются расчеты и по другим видам инструментов, результаты сводятся в табл. 5.15, колонка 5.
5.4. Организация транспортного хозяйства
В этом параграфе приведены задачи по расчету необходимого количества транспортных средств, используемых внутри и между цехами предприятия, а также их технико-экономических показателей.
Методические указания
Схема маршрутов межцеховых перевозок устанавливается на основе шахматной ведомости, которая дает наглядную картину грузооборота и служит основой для расчета количества транспортных средств (табл. 5.16).
На предприятиях, как известно, используются различные схемы маршрутов: маятниковые односторонние, двусторонние, смешанные, маятниковые центробежные и центростремительные, кольцевые маршруты. В зависимости от выбранной схемы маршрута определяется и количество транспортных средств.
Число транспортных средств прерывного действия (автомобилей, автои электрокаров, робоэлектрокаров и т.д.), необходимых для межцеховых перевозок, может быть определено по одной из следующих формул.
 Для маятниковых перевозок:
Для маятниковых перевозок:
а) односторонний маршрут движения
V _
"■т. с —
І».
£ШТ/
V/CP
21
<7Кис ^эКсм -60
+ t3 + /р
(5.40)
где Nj — количество изделийу-го типоразмера (наименования), перевозимых в течение расчетного периода, шт.; Q^j — вес единицы у'-го типоразмера изделия, кг; q — грузоподъемность единицы транспортных средств, кг; Кис — коэффициент использования грузоподъемности транспортного средства; F3 — эффективный фонд времени работы единицы транспортного средства, для односменного режима, ч; Ко, — число рабочих смен в сутки; L — расстояние между двумя пунктами маршрута, м; Vcp — средняя скорость движения транспортного средства, м/мин; t3 и Jp — соответственно время на одну погрузочную и разгрузочную операции за каждый рейс, мин; Н — номенклатура транспортируемых изделий; б) двусторонний маршрут движения н
2L
(5.41)
^ N j " Qunj
Ксм -60
ср
+ 2(/3 + О
9-Кис ' Fs
Для кольцевых перевозок:
а) с нарастающим грузопотоком
t"j-Qunj
Ктс Vkhc-F3-Kcm-60
VKcp
, (5.42):
где A^,p — число погрузочно-разгрузочных пунктов; L' — длина; всего кольцевого маршрута, м; ' б) с затухающим грузопотоком
н
Кт-С —
У=1
q-Km F3KCM -60
V ср
+ *з + ^пр " 'р
(5.43)1
в) с равномерным грузопотоком
шт/
Кт с —
7 = 1
д-Кнс F3KCM -60
(5.44);
(5.45),
0см =
Количество груза, перевозимого за смену, определяется по| формуле '
От '
Др ксм кн
где QT — годовой грузооборот на данном маршруте, кг (т); Др —] число рабочих дней в году; К,.м — число смен в сутки; Кн — коэффициент неравномерности перевозок (принимается Кн = 0,85).
Время пробега транспортного средства по заданному маршруту определяется по формуле
проб
L
(5.46),
ср
Расчет времени, затрачиваемого транспортным средством при прохождении одного рейса, производится по формуле
7р 2 Упроб + 'з + tp
(5.47)
Расчет количества рейсов, совершаемых единицей транспортного средства за сутки, производится по формуле
р = *см -Ксм Кв> (548)
где Кв — коэффициент использования фонда времени работы транспортного средства.
Производительность одного рейса определяется по формуле
П=0р-. (5.49)
Количество конвейеров (транспортеров) определяется по одной из следующих формул:
а) для штучных грузов (изделий, деталей и т.д.)
 Кш =тт^ „V° „ (5-50)
Кш =тт^ „V° „ (5-50)
где Qc — суммарный транспортируемый груз в течение суток, кг; /„ — шаг конвейера (расстояние между двумя изделиями), м; бшг — масса (вес) одного транспортируемого изделия, кг; 3,6 — постоянный коэффициент; V— скорость движения конвейера, м/с; б) для сыпучих грузов
Ко п v °; к (5.51)
3,6дп ■ V ґсм Ксм Кв
где qn — нагрузка (груз) на 1 м транспортера, кг.
Количество грузовых крюков на подвесном конвейере рассчитывается по формуле
* \% у ГС'к к ' (552)
пу -гсм '^см 'кв
где JVC — количество транспортируемых изделий в течение суток, шт.; Zp — длина рабочей части конвейера, м; и — количество изделий, навешиваемых на один крюк, шт.
Кэк= ■ (5.53)
*см ' см ' ^в
Расчет количества электрокранов проводится по формуле
'ЭК
Потребное количество электрои автокаров для внутрицеховых перевозок определяется укрупненно по формуле
9^ис 'см -К-в V У )
где кп + 1 — среднее число передач партии деталей между опера*і циями на склад и со склада за смену.
Часовая производительность конвейера рассчитывается по одной из следующих формул:
а) при перемещении сыпучих грузов
ft = 3,6-ft,-К, (5.55)
где qM — нагрузка на 1 м длины конвейера, кг; {
б) при перемещении штучных грузов на подвесном круговом,
конвейере
q4 =3,6&пт £; (5.56)
І
в) при перемещении штучных грузов в специальной таре nd
р штук на поточной линии цеха І
?,=3,6'Gm^'p (5.57^
«о !
где р — величина транспортной партии, шт.
і
Типовые задачи с решениями І
Задача 5.13.
Согласно шахматной ведомости (табл. 5.16), на завод со стан*! ции железной дороги необходимо перевести 10 ООО т груза. Рас* стояние от железнодорожной станции до завода 5,6 км. Для пеЦ ре возки груза будут использованы пятитонные автомашины, Скорость движения автомашины — 42 км/ч. Время погрузки -н 40 мин, время разгрузки — 25 мин. Количество рабочих днеЙІ в году — 255. Режим работы — двухсменный. Продолжителы ность рабочей смены — 8 ч. Потери времени на плановые ре^ монты автомашин — 6 \%. Коэффициент использования грузо* подъемности автомашины — 0,8.
Определить время пробега автомашины по заданному мар* шруту, длительность рейса, необходимое количество транспортных средств и коэффициент их загрузки, количество рейсов в сутки и производительность одного рейса.
Решение
Расчет времени пробега автомобиля в одну сторону производится по формуле (5.46) и составляет
т 5,6 5600-60 0
ТЛгооб = — = = 8 мин.
про6 42 42000
Расчет длительности одного рейса производится по формуле (5.47) и составляет
Гр = 2 • 8 + 40 + 25 = 81 мин.
Расчет эффективного фонда времени работы единицы транспортного средства, в часах:
F3 = 255 • 8 • 0,96 = 1958 ч.
Расчет необходимого количества автомашин производится по формуле (5.40) и составляет
„ 10000 (5600-60-2 лп -Л
Ктг = + 40 + 25 =
тс 5 0,8 1958 -2-60^ 42000 )
10000-81 Л01 , ,
= = & (принимаем 1 машину).
Расчет количества рейсов, совершаемых транспортными средствами за сутки, ведется по формуле (5.48) и составляет
в 8-2-0,94-60 „
Р ^ = 11 рейсов.
Расчет количества груза, перевозимого за одни сутки, производится по формуле (5.45) и составляет
= юооо =46т
Усм 255-085
ч,
Расчет производительности одного рейса производится по формуле (5.49) и составляет
46
П = — = 4,2 т/рейс.
5.13.8. Расчет коэффициента загрузки транспортных средств производится по следующей формуле и составляет
К,-Ь^-М-о,81. (5.58) К-Пр *
Задача 5.14.
Суточный грузооборот двух цехов составляет Q = 14 т. Маршрут пробега автокара двусторонний. Средняя скорость движения автокара по маршруту V= 60 м/мин. Грузоподъемность автокара q = 1 т. Расстояние между цехами L = 300 м. Время погрузки-разгрузки автокара в первом цехе ц = 16 мин, во втором ґ2= 18 мин. Коэффициент использования грузоподъемности автокара Кис г = 0,8; коэффициент использования времени работы автокара Кис в = 0,85. Режим работы автокара двухсменный.
Определить необходимое количество автокаров и производительность автокара за один рейс.
Решение
Расчет времени пробега автокара по маршруту в одну сторону ведется по формуле (5.46) и составляет
~ 300 . ТЛцюб =-gQ =5 мин.
Расчет длительности одного рейса в минутах ведется по формуле (5.47) и составляет
7р = 27проб + h + h = 2 ■ 5 + 16 + 18 = 44 минРасчет необходимого количества транспортных средств ведется по формуле (5.41) и составляет
„ 14 Г 2 • 300 10
Кт „ = + 16 + 18
тс 1 0,8-8 0,85-2-60І 60
1 автокар).
= 0,94 (принимаем
5.14.4. Расчет количества рейсов, совершаемых транспортными средствами за сутки, ведется по формуле (5.48) и составляет
п 480-20,85 10</ ю ч
р = _—і— =18^ (принимаем 19 рейсов).
44
5.14.5. Расчет производительности одного рейса ведется по формуле (5.49) и составляет
14
П в — в 0,74 т/рейс. 19
Задача 5.15.
Ежедневный завоз 10 т металлов из центрального склада завода в пять цехов производится электрокаром грузоподъемностью
1 т. Маршрут кольцевой с затухающим грузопотоком, его длина составляет 1000 м. Скорость движения электрокара — 40 м/мин. Погрузка каждого электрокара на складе 10 мин, разгрузка в каждом цехе 5 мин (в среднем). Склад работает в одну смену. Коэффициент использования времени работы электрокара — 0,85, средний коэффициент использования номинальной грузоподъемности — 0,8.
Определить необходимое количество электрокаров, средний коэффициент их загрузки и количество рейсов за смену.
Решение
5.15.1. Расчет необходимого количества электрокаров производится по формуле (5.43) и составляет
ктс =, »о а '?» . ,J^£r + Ю + 5 • 5І = 1,84 (принимаем тс 1-03-8-0.85-1-60І, 40 )
2 электрокара).
5.15.2. Расчет коэффициента загрузки транспортных средств
производится по формуле (5.58) и составляет
Кэ=М1»о,92
5.15.3. Расчет количества рейсов за смену производится по
формулам (5.4б)-(5.48) и составляет
в 8 1-60-0,85 _ „
Р ■ я 7 рейсов.
1000/40 + 10 + 5 5 ^
Задача 5.16.
Доставка деталей из литейного, механообрабатываюшего и термического цехов в сборочный осуществляется электрокаром номинальной грузоподъемностью 1 т. Суточный грузооборот составляет 15 т. Маршрут кольцевой с возрастающим грузопотоком составляет 1200 м. Скорость движения электрокара — 40 м/мин.
Погрузка в каждом из цехов в среднем составляет 5 мин, а р; грузка в сборочном цехе — 15 мин. Режим работы цехов — дв; сменный. Коэффициент использования номинальной грузоподъ емности — 0,8, а коэффициент использования времени pal электрокара — 0,85.
Определить необходимое количество транспортных средств! коэффициент их загрузки и количество рейсов за сутки. I
1
Решение
v 15 Г1200
тс "l-0,8-8035-2.60l^0"+ 0 + °
5.16.1. Расчет необходимого количества электрокаров провд водится по формуле (5.42) и составляет
= 1,38 (принимаем*.
2 электрокара).
К3 =^ = 0,69.
5.16.2. Расчет коэффициента загрузки оборудования произвол дится по формуле (5.58) и составляет 1
U8 2
5.16.3. Расчет количества рейсов за сутки производится формулам (5.46)—(5.48) и составляет
D 8-2-0,85-60 ,„ „
Р = =14 рейсов.
1200/40 + 3-5 + 15 v і
Задача 5.17. j Электромостовой кран механосборочного цеха за смену тратщ портирует 28 изделий. На погрузку и разгрузку одного изделиі требуется 10 мин. Кран двигается со скоростью 30 м/мин. Про] должительность трассы крана — 80 м. Коэффициент использова? ния фонда времени работы крана — 0,9. Продолжительность ра бочей смены — 8 ч. і Определить необходимое количество кранов и коэффициент их загрузки. ?
Решение
5.17.1. Расчет времени одного рейса производится по форму лам (5.46) и (5.47) и составляет 4
Тг> =^!°+ 10 = 153 мин. ! р 3Q ц
К эк = „ ^ , пп= 0,99 (принимаем 1 электрокран).
5.17.2. Расчет необходимого количества кранов производится по формуле (5.53) и составляет 153 • 28 8 60 • 1 0,9
5.17.3. Расчет коэффициента загрузки крана ведется по формуле (5.58)
099
К3.эк =^р = 0,99.
Задача 5.18.
Подача деталей на сборку осуществляется напольным конвейером. Суточный грузопоток составляет 36,2 т при весе одной детали (в среднем) — 2 кг. Шаг конвейера — 0,75 м. Конвейер движется со скоростью 0,25 м/с. Режим работы цеха — двухсменный. Продолжительность рабочей смены — 8 ч. Потери рабочего времени на плановые ремонты — 5 \%.
Определить необходимое количество конвейеров и их часовую производительность.
Решение
Кш ^ r „ Wl n „ п пр = 0,99 (принимаем 1 конвейер).
5.18.1. Расчет необходимого количества конвейеров ведется по формуле (5.50) и составляет 36,2 • 0,75 3,6-2 0,25-82 0,95
(?ц =3,6-2-1^ = 2,4 т.
5.18.2. Расчет часовой производительности конвейера производится по формуле (5.57) и составляет
0,25 0,75
Задача 5.19.
Подвесной транспортный конвейер подает ежесменно для механообработки 432 заготовки. Вес одной заготовки (в среднем) — 5 кг. Движется конвейер со скоростью 3 м/мин. Длина рабочей ветви конвейера — 78 м. На каждый грузовой крюк навешивается по две заготовки. Режим работы — односменный. Продолжительность рабочей смены — 8 ч. Коэффициент использования фонда времени работы конвейера — 0,9.
Определить количество грузовых крюков конвейера, шаг конвейера и часовую производительность.
Решете
Ак = ^ ^ о лп ґл =13 крюков.
5.19.1. Расчет количества грузовых крюков на конвейере производится по формуле (5.52) и составляет
432 • 78 2 • 3 • 8 1 ■ 0,9 60
Расчет такта поточной линии производится по формуле (3.4):
8 • 60 • 0,9 , ,
г = — = 1 мин/шт.
432
Расчет ритма поточной линии производится по формуле (3.5):
R = 1 -2 = 2 мин/партию.
Расчет шага конвейера производится исходя из формулы (3.15):
/„= V• Л = 3 • 2 = 6 м.
Расчет часовой производительности конвейера производится по формуле
п V 60 с п 3-60 _ЛЛ . Яч = Qun Р—;— = 5-2——=300кг/ч,
где р — количество изделий, навешиваемых на один крюк, шт., или
Яч = • 0шт = 60 • 5 = 300 кг/ч,
рч = -■ 60 = 60 шт/ч. г
Задачи для решения
Задача 5.20.
Суточный выпуск деталей на механическом участке составляет 80 шт. Каждая деталь транспортируется электромостовым краном на расстояние 75 м. Скорость движения крана — 40 м/мин. Вес одной детали — 30 кг. На каждую деталь при ее погрузке и разгрузке приходится по 4 операции длительностью по 3 мин каждая.
Режим работы участка — двухсменный. Продолжительность рабочей смены — 8 ч. Время, затрачиваемое на плановые ремонты, составляет 15 \%.
Определить время, затрачиваемое на один рейс крана, количество электрокранов и их часовую производительность.
Задача 5.21.
Месячный грузооборот между двумя цехами составляет 50 т. Заготовки поступают из заготовительного цеха в механообраба-тывающий на автокарах номинальной грузоподъемностью 1 т, которые движутся со скоростью 40 м/мин. На погрузку заготовок в заготовительном цехе необходимо 10 мин, а на их разгрузку в механообрабатывающем — 6 мин. Расстояние между цехами — 500 м. Коэффициент использования. грузоподъемности автокара — 0,75. Коэффициент использования фонда времени — 0,9. Режим работы — двухсменный. Количество рабочих дней в месяце — 21.
Определить необходимое количество автокаров, количество ежедневных рейсов и часовую производительность автокара.
Задача 5.22.
Сменный грузооборот механического и термического цехов равен 10 т. Маршрут движения электрокаров между цехами — маятниковый двусторонний. Расстояние между цехами — 600 м. Номинальная грузоподъемность электрокара — 1 т. Скорость движения электрокара — 40 м/мин. Погрузка деталей в каждом цехе требует 10 мин, а разгрузка — 6 мин. Длительность смены — 8 ч. Коэффициент использования грузоподъемности — 0,8. Коэффициент использования фонда времени — 0,9.
Определить необходимое количество электрокаров, коэффициент их загрузки и количество рейсов каждого электрокара за смену.
Задача 5.23.
Из центрального инструментального склада завода каждые два дня при помощи электрокаров снабжаются инструментом шесть цехов завода. Объем снабжения — 2 т. Грузоподъемность электрокара — 1 т. Маршрут движения кольцевой с затухающим грузопотоком протяженностью 1500 м. Скорость движения электрокаров — 50 м/мин. Сортировка и погрузка инструмента в инструментальном складе требует 30 мин, на разгрузку же в каждом цехе уходит (в среднем) 6 мин. Коэффициент использования номинальной грузоподъемности электрокара — 0,7; коэффициент использования фонда времени работы электрокаров — 0,85. Режим работы склада — односменный.
Определить необходимое количество электрокаров, количество рейсов и коэффициент загрузки электрокаров.
Задача 5.24.
В сборочный цех поступают детали и мелкие сборочные еди-' ницы из четырех цехов завода на электрокарах номинальной грузоподъемностью 1 т. Маршрут — кольцевой с возрастающим? грузопотоком протяженностью 1,5 км. Суммарный суточный груч; зооборот равен 20 т. Скорость движения электрокара 50 м/минх Время погрузки в каждом цехе (в среднем) — 8 мин; разгрузка же в сборочном цехе длится 20 мин. Режим работы электрокаров —/ двухсменный. Продолжительность смены — 8 ч. Коэффициент* использования фонда времени работы электрокаров — 0,9. КоэфЦ фициент использования номинальной грузоподъемности — 0,8. І
Определить необходимое количество электрокаров, коэффициент их загрузки, количество ежесуточных рейсов, производи-?-тельность одного рейса.
Задача 5.25. j Сборка изделия А производится на напольных конвейерах^ Суточная производительность конвейера —16 т при работе в дв«| смены с двумя регламентированными перерывами по 10 мин| в каждую смену. Средний вес изделия — 6 кг. Скорость движем ния конвейера — 0,3 м/с. Шаг конвейера — їм. І Определить необходимое количество конвейеров и коэффи-Л циент их загрузки, часовую производительность конвейера. 5
Задача 5.26. ■
Формовочная смесь в литейном цехе подается транспорте-j ром, движущимся со скоростью 0,25 м/с. Суточное количество-подаваемой смеси составляет 65 т. Удельный вес смеси —. 1,4 т/м3. Используется транспортер шириной 0,35 м. Высота нагружаемой смеси — 10 см. Транспортер работает в одну смену, продолжительностью 7 ч. Коэффициент использования фонда-времени — 0,85.
Определить необходимое количество конвейеров и коэффициент их загрузки.
5.5. Организация складского хозяйства
В этом параграфе приведены задачи по расчету площадей складских помещений и других технико-экономических показателей.
Обсуждение Организация и планирование производства
Комментарии, рецензии и отзывы